R&D
Sannopco Korea has excellent research capabilities and wants to realize customer satisfaction and eco-friendly company with the best value.
News/New Technology
산요매거진 No526 (합성목재 식품포장용기 시작형 응용)
2021-06-30
합성목재 식품포장용기 시작형 응용
2021.06.10
ウレタン材料事業本部 研究部
ユニットマネージャー 笹谷 ????一
[お問い合わせ先]
ウレタン材料事業本部 営業部
맞벌이, 1인 가구, 고령부부가구의 증가 등을 배경으로 음식 스타일이 크게 변화하고 있다. 반찬이나 도시락, 배달의 식품을 자택에서 먹는「중식」은,
조리·정리의 부담 경감, 식재의 낭비의 경감으로 연결되어, 외식에 비해 시간이나 장소의 자유도가 높기에 근년 수요가 증가하고 있다.
도시락 등의 신상품과 그 포장용기가 차례차례로 개발되고 있는 가운데, 식품 포장용기의 개발을 지지하는 하나의 기술이 시작형에 이용하는 합성 목재이다.
본고에서는, 당사의 합성 목재 「산모듈」을 소개한다.
식품포장용기
도시락이나 반찬은, 하나의 식품 컨셉에 대해 몇 개의 포장용기 디자인이 제안된다.
맛있게 보이는 의장성은 물론 내열성이나 밀봉성 등의 기능을 가미해 설계되고 각각 시제품이 만들어져 앞에서 서술한 기능을 충족하고 있는지 등의 검토를 거듭해 최종적인 디자인이 결정된다.
최종 디자인이 결정되어야 양산용 금형이 제조된다.
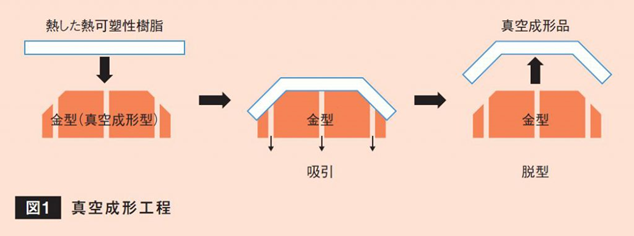
식품 포장용기는 통상, 열가소성 수지를 진공 성형 해 만들어지지만(사진1, 그림1), 시작 단계에서는 경량으로 가공하기 쉬운 수지형이 이용된다.

합성목재
「목형」이라고 불리듯이, 옛날에는 목재가 이용되고 있었지만, 현재는 목재에 비해 절삭 가공이 용이하고, 치수 안정성과 강도가 뛰어난 수지형에 합성 목재가 이용되고 있다.
그 중에서도 가공하기 쉽고, 다양한 설계가 용이한 우레탄 수지가 주류를 이루고 있다.
우레탄은 폴리올과 이소시아네이트가 반응함으로써 생성된다(반응식 1). 여기에 물을 소량 넣어 두면 물과 이소시아네이트의 일부가 반응해 요소 화합물이 생기고 동시에 탄산가스가 발생한다(반응식 2).
이 탄산가스에 의한 기포로 우레탄폼의 밀도를 조정하는 '물 발포법'이 일반적인 경질 우레탄폼의 제조 방법이다.
경질 우레탄 폼으로 이루어진 합성목재는 주로 자동차의 엔진이나 부품의 시작형 등에 사용되고 있지만, 식품 포장용기용 시작형 등에도 이용되게 되었다.


『산모듈』과 메카니컬 플로스법
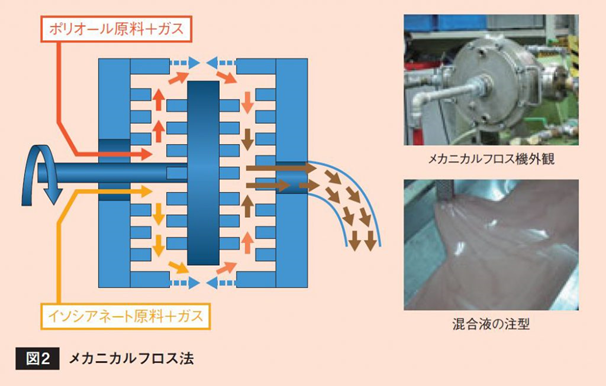
당사의『산모듈』은 메카니컬플로스법 이라는 발포방법을 채용하고있다. 이는 액상 폴리올 성분과 이소시아네이트 성분 혼합 시에 공기나 질소 등의 가스를 불어 넣어 강하게 교반함으로써
강제로 혼합액 중에 미세하고 균일한 셀을 만드는 방법이다. 혼합액은 우레탄화 반응에 의해 경화되어 수μm~수십μm와 같은 미세기포를 가진 우레탄 수지가 된다(그림 2). 밀도는 주입하는
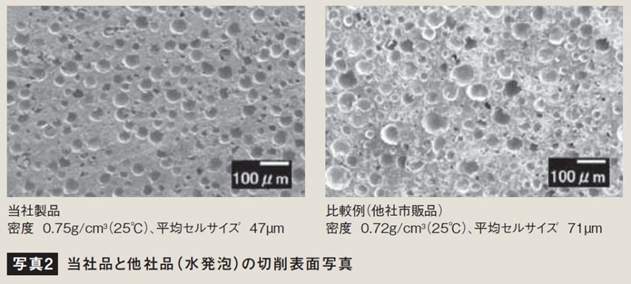
가스의 양으로 미세 제어하는 것이 가능하며, 이것이 「산모듈」과 타사 제품의 물성이 크게 다른 이유이다(사진 2).
사용되는 폴리올과 이소시아네이트, 필러(충진제)에 따라 특징이 다르지만 합성목재의 물성을 좌우하는 가장 큰 요인은 밀도이다.
『산모듈』은 균일하고 미세한 셀을 가지면서 최저 0.27g/cm3에서 최대 1.45g/cm3까지의 밀도의 제품을 갖추고 있다.
식품 포장용기용 합성목재에 요구되는 기능
식품포장용기의 시작형으로 사용되는 합성목재에는 어떤 기능이 필요 한 것인가. 하기에 그 기능을 정리했다.
●절삭성
식품 포장용기는 종류가 많을 뿐만 아니라, 제철이나 붐에 대응한 짧은 라이프 사이클에 의해, 매우 많은 시작품을 단기간에 제작해야 한다.
그러기 위해서는 합성 목재에 양호한 절삭성이 요구된다. 합성 목재는 NC머신이라 불리는 컴퓨터 제어 절삭 기계에 의해 절삭되는데 소재가 딱딱하면 절삭 속도를 늦춰야 하고 너무 부드러우면 형으로서의 물성이 부족하다.
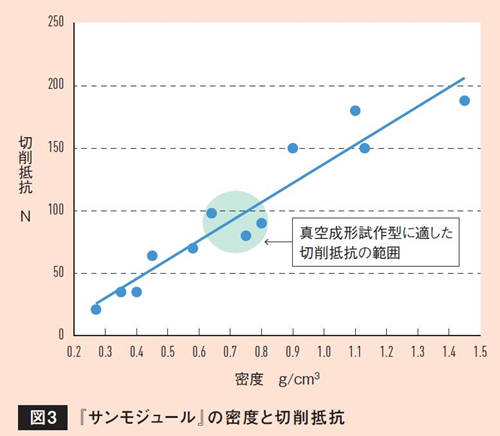
절삭성을 크게 좌우하는 가장 큰 요인은 밀도이다. 그림3은 절삭저항(절삭시 칼이 받는 저항력)과의 관계를 나타낸다.
절삭저항은 낮을수록 좋으나 섬세함, 내열성, 강도 등 다른 물성도 고려하면 0.6 ~ 0.8g/㎝3이 적당한 범위라 할 수 있다.
●섬세함
식품 포장용기 중에서도 뚜껑은 내용물이 보이도록 투명성이 요구되고, 또한 뚜껑과 몸체는 쉽게 떨어지지 않도록 감합 구조를 일부에 부여되어있다.
투명성을 높이거나 미세한 감합구조를 부여하려면 형 표면의 결이 매우 미세하고 균일해야 한다.
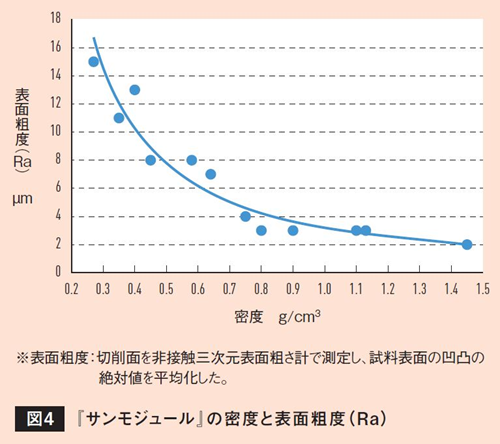
섬세함을 평균 표면조도(Ra)라는 척도로 나타냈을 경우 Ra가 5μm 이하인 것이 바람직하다는 것을 알 수 있다. 이는 일반적인 물 발포 방법으로는 실현되지 않는다.
당사는 메카니컬 플로스법을 채용하여 미세하고 균일한 셀을 얻기 쉽게 했을 뿐만 아니라 폴리올, 이소시아네이트의 분자량이나 점도와 함께 정포제나 무기필러의 종류에 연구를 거듭하여
가스의 분산 후 경화까지의 사이에 미세기포의 합일 등에 의한 기포의 거대화가 일어나지 않도록 하였다. 그림 4에 『산모듈』의 밀도와 표면 조도의 관계를 나타낸다.
『산모듈』은 Ra가 타사 제품에 비해 작기 때문에 시작형 사포질이나 도장 전 초벌처리 등의 공정을 줄일 수 있어 작업 시간 단축에 크게 기여하고 있다.
●내열성・강도
시작형은 본생산(금속형을 사용)까지의 중개 역할을 하며, 수만 개나 진공성형을 실시하는 금속형 정도의 내열성이나 강도는 불필요하다.
빨리 절삭가공 할 수 있어 몇 번의 진공성형을 견디고 시제품의 성형성이나 의장성 등을 빨리 확인할 수 있으면 좋다. 식품 포장용기 소재인 PP(폴리프로필렌) 시트나 PET(폴리에틸렌 테레프탈레이트) 시트 등은
열연화점이 100~140℃이므로 시작형으로서는 같은 정도의 내열성이 있어야 한다.
『산모듈』은 열경화성 수지로 열에 녹지는 않지만 온도가 높아지면 부드러워지는 성질이 있다.
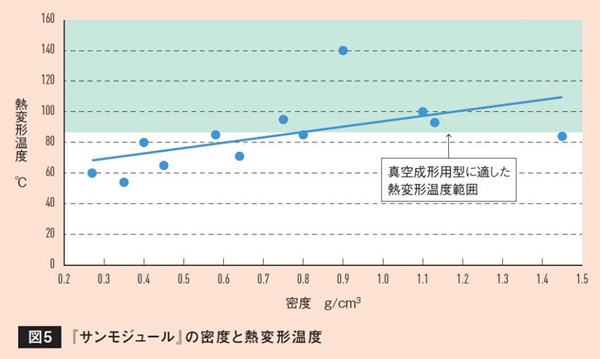
내열성의 관점에서는 열변형 온도가 약 85℃ 이상이면 가열된 시트가 접촉하는 몇 초 동안 변형을 일으키지 않고 형상을 전사할 수 있다.
이 몇 초간에는 형의 표층이 가열될 뿐이므로 소량의 연속적인 진공 성형에는 충분히 견딜 수 있다. 열변형 온도도 밀도와 상관관계가 있으므로 약 85℃ 이상의 열변형 온도를 충족하도록 밀도를 조정하고있다.(그림 5).
또 진공성형 형에서는 성형시 0.1MPa의 압축력이 형에 걸리기 때문에 견디는 강도도 요구된다.『산모듈』의 압축 강도는 최소 4MPa이며, 충분한 강도를 가지고 있다
(단, 가늘고 긴 리브나 핀 형상이 있으면 이에 한하지 않는다).
●치수안정성
금속이나 플라스틱을 가리지 않고 대부분의 재료는 뜨거워지면 팽창하고 차가워지면 수축한다.
모처럼 만든 형태가 주위의 온도 변화나 진공 성형중에 치수가 크게 바뀌어 버린 것은 쓸모가 없다. 이 열팽창(수축)의 정도를 나타내는 것이, 선팽창 계수이다.
예를 들어 선팽창계수가 50×10cm-6/℃ 길이 100mm인 소재는 10℃의 온도 변화로 0.05mm만 수축하게 된다. 즉 선팽창계수가 작으면 작을수록 온도변화에 의한 치수 안정성이 좋다는 것이다.
수지 재료의 선팽창 계수를 줄이는데는 두 가지 방법이 있다. 하나는 무기 필러등의 선팽창 계수가 보다 작은 원료를 혼합하는 것이다. 이것들은 통상 수지보다 단단하기 때문에 절삭 중에 절삭날이 마모되기 쉽다.
게다가 진공 성형용 시작형에는 진공으로 끌기 위한 구멍이 필요하여, 직경 1 mm정도의 가늘고 긴 드릴을 사용해 고속 회전으로 이 구멍을 뚫는다.
이때 드릴날과 구멍벽면에서 마찰이 발생하면 절삭가루가 연화 탄화되어 구멍이 막히거나 드릴날에 쌓이게 된다. 무기필러에 따라서는 드릴날이 급속히 마모돼 마찰열이 발생하는 문제가 있다.
당사의 『산모듈』 TW-E는 이런 트러블이 일어나지 않도록 필러로서 가장 부드럽고 활성이 있는 탈크를 선정했다.
또 하나의 방법은 기체를 혼합하는 것이다.
기체 자신의 선팽창 계수는 고체의 선팽창 계수보다 크지만, 그 팽창압은 작아 재료 전체의 팽창·수축에는 거의 영향을 주지 않는다고 생각해도 좋다.
재료전체의 선팽창계수는 그 재료를 구성하는 물질의 선팽창계수×부피점유율의 합으로 나타나므로 선팽창을 무시할 수 있는 기체의 부피점유율이 클수록,
즉 재료의 밀도가 작을수록 재료전체의 선팽창계수는 작아진다. 또한 선팽창 계수의 편차가 발생하지 않도록 기포의 크기가 균일한 것이 바람직하다.
『산모듈』은 앞에 기술한 바와 같이 메카니컬 플로스법으로 기체를 균일하게 미분산시켜 전체적으로 동일하게 선팽창 계수가 작아지는 경향이 있기 때문에 바람직하다.
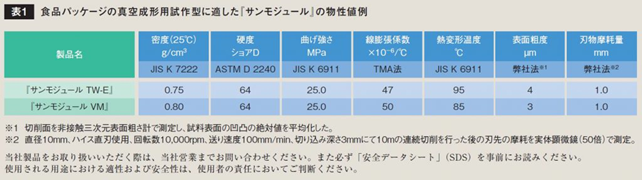
이처럼 식품 포장용기용의 진공성형용 시작형에 적합한『산모듈』은 섬세함, 내열성, 강도, 치수안정성, 날붙이 마모성의 관점에서 고객 수요에 대응한 구성설계를 진행하고있다(표1).
마무리
『산모듈』에는 다양한 기술을 사용한 라인업이 있으며, 유저의 사용 조건에 맞추어 적합한 것이 선택 되어지고 있다.
편리성이 큰 테이크아웃 음식은 향후에도 성장해 갈 것으로 예상되며, 당사는 더욱 성능향상을 도모할 수 있도록 과제 해결에 노력해 나갈 것이다.